



深圳市龙华新区金瑞华工业园C栋502

本研究通过响应曲面法优化牛奶中阪崎肠杆菌的 杀菌减菌工艺,为牛奶保鲜提供一种新的高效减菌预处理方法,且针对鲜牛奶运输及存储过程中出现的细 菌污染问题展开相关叙述,本期为国内相关产业鲜牛 奶的应用提供可靠建议。
1 材料和方法
1.1对新牛奶的处理
在无菌试验台上分别吸取不同量的鲜牛奶,分别以 5、10、15、20、25 mL 作为本次研究的样品,且将这几份样品放置于无菌器皿中。除此之外,对不同量的鲜牛奶进行称重,分别将1、2、3、4、5 kg 样品放 置冰箱中以备用。
1.2脉冲强光的处理方式
将脉冲强光实验柜打开备用,且等仪器稳定之后启动。首先,将放置鲜牛奶的无菌器皿放置实验柜中,将柜门关上,然后根据试验记录的参数对牛奶样品采取脉冲强光闪照处理。为了能将实验柜中鲜牛奶进行全面闪照,每隔5 min会对其进行处理,记录所得数据。
1.3实验数据的设定
①在相同质量、相等距离、相同闪照能量的条件下,对闪照次数进行调整,分别以 5、10、15、20、25 次 进行比较。②在闪照次数相等且闪照能量与样品液体 质量相同的条件下,对闪照能量进行调整,分别为 0、 100、200、300、400 J,对其所得数据进行观察和记录。③闪照次数相等、闪照距离及闪照能量相同,但样品中鲜牛奶质量不同,分别为1、2、3、4、5 kg,展开试验,对其结果进行记录和观察。
2 结果与分析
2.1闪照次数对牛奶中阪崎肠杆菌灭菌率的 影响
本次试验将牛奶样品接受脉冲强光的次数设为5、 10、15、20、25次,比较脉冲强光闪照次数对牛奶中 阪崎肠杆菌灭活率的影响,其试验设计见表 1。
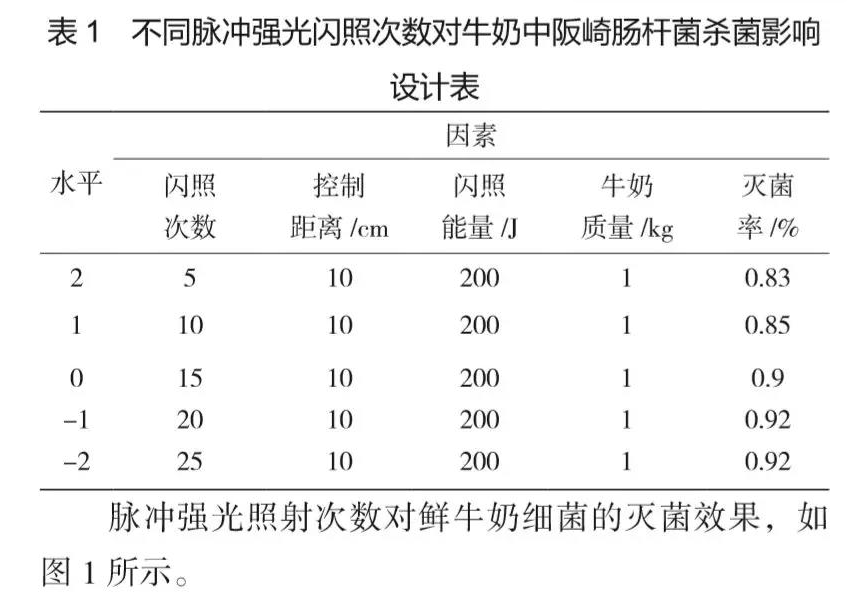

由图1可看出,脉冲强光的闪照次数与细菌的灭活率呈正相关。也就是说,闪照次数越多,牛奶中阪崎肠杆菌的灭菌有效率越高。在图1 中,10-15 次, 随着闪照次数的增加,灭活效果明显,15-20 次,随着闪照次数的增加,灭活效果降低,但也是呈上升的趋势。综上可知,第 25 次闪照灭活效果会更好。灭活效果与闪照次数呈正相关,灭活次数达到一定数值,牛奶中的阪崎肠杆菌就会被杀灭,就能有效控制鲜牛奶加工及储藏过程中细菌污染的程度,同时延长货架期,并为生产高品质鲜奶制品奠定基础。
2.2 闪照能量对牛奶中阪崎肠杆菌灭菌率的 影响
本次试验分别将牛奶样品在脉冲强光照射下的能 量设为 0、100、200、300、400 J,比较脉冲强光闪照 能量工艺对牛奶中阪崎肠杆菌灭活率的影响,其试验 设计见表 2。
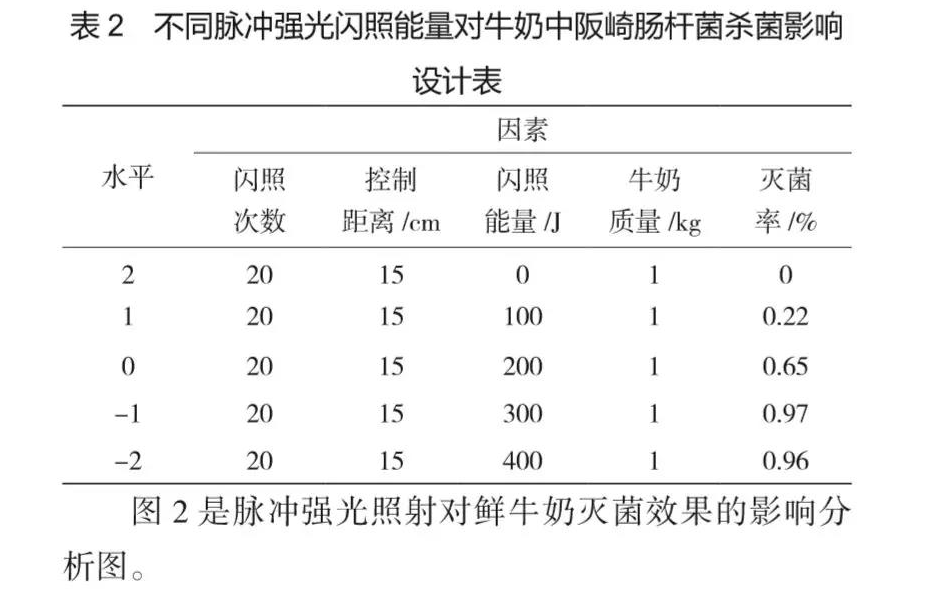
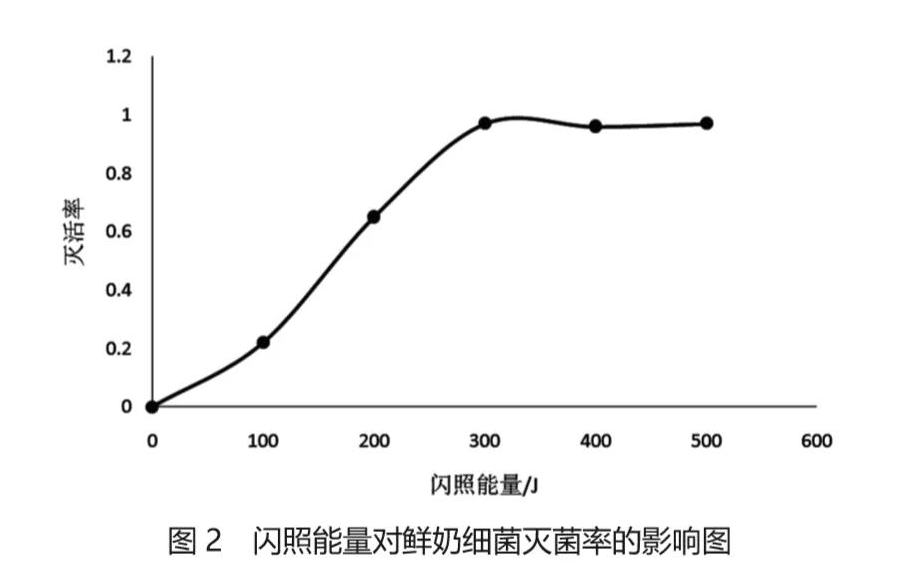
由图2可看出,牛奶中的阪崎肠杆菌的灭活率随着脉冲强光闪照能量的增加呈先上升后平缓的趋势,当脉冲强光闪照能量为零时,牛奶中的阪崎肠杆菌的 灭活率为零。随着脉冲强光的闪照能量增加,牛奶中 的阪崎肠杆菌的灭活率先上升后平缓。具体来说,脉冲强光闪照能量在0~300 J时,随着闪照能量的增加,牛奶中的阪崎肠杆菌的灭活率不断上升,并达到最大 的灭活率,牛奶中的阪崎肠杆菌的最大灭活率可达到 97%;脉冲强光闪照能量在 300 ~ 500 J 时,随着闪照 能量的增加,牛奶中的阪崎肠杆菌的灭活率不再增加,几乎是一条直线,灭活率在 97% 上下浮动,浮动差距不超过0.01%。这说明,随着脉冲强光能量的增加,牛奶中的阪崎肠杆菌的灭活率不再增加,此时的灭菌效果已经完全达到鲜奶的保存、生产要求。所以,当 脉冲强光闪照能量超过 300 J的时候,牛奶中的阪崎肠杆菌的灭菌效果就已经达到最好。出于节约能源和实际情况考虑,应该将脉冲强光的闪照能量控制在300 J, 才能对牛奶运输和存储过程中存在的细菌情况进行有效控制,且可以相应延长货架期,有利于鲜奶的运输、 保藏及食用。
2.3响应面法优化脉冲强光对牛奶中阪崎肠 杆菌杀菌效果的影响
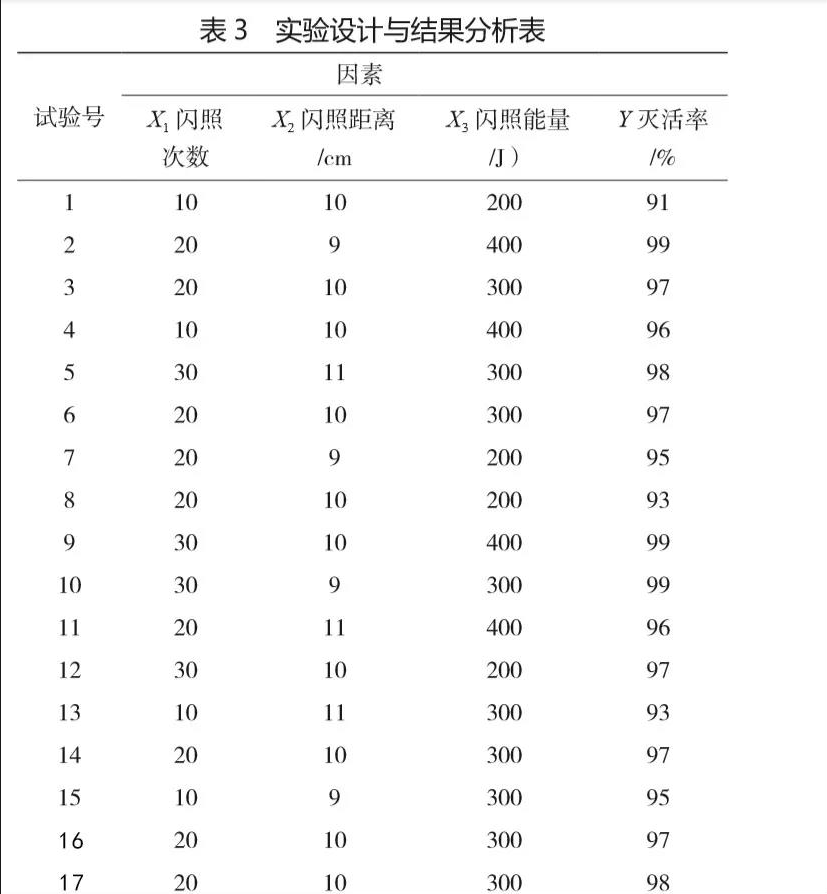
如果以闪照次数、闪照距离和闪照能量作为参考因素,分别为X1、X2、X3,对微生物的杀菌率为 Y,进而对试验情况进行观察,实验设计与结果分析, 见表 3。
3 结 语
本文以闪照次数、闪照距离和牛奶质量为影响因子,就其对鲜牛奶中阪崎肠杆菌细菌杀灭效果的影响展开了分析,证明采用脉冲强光杀菌技术可以有效杀灭鲜奶中污染的阪崎肠杆细菌。如果进行单因素试验,采用脉冲强光所取得的效果相对较低,但是对脉冲强光杀菌率也有一定影响。此外,本次研究表明,脉冲强光可作为一种较理想的灭菌手段来处理液体食品, 如牛奶表面的染菌问题,但对于其他液体食品的最优杀菌技术参数需要相关的试验研究来确定。本文为应用脉冲强光技术杀灭牛奶中阪崎肠杆菌提供了一定的理论依据,希望有助于国内外一些液态食品的杀菌研究。









